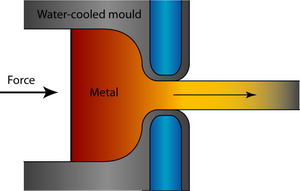
El
material se empuja o se extrae a través de un troquel de una sección transversal
deseada. Las dos ventajas principales de este proceso por encima de procesos
manufacturados son la habilidad para crear secciones transversales muy
complejas y el trabajo con materiales que son quebradizos, porque el material
solamente encuentra fuerzas de compresión y de cizalla miento.

La extrusión es un mecanismo muy especifico ya que trata en link el forja miento que sometido el metal para un extracción para para dale la forma trabajada en este caso fluye a trabes de una maquina compren sora o un troquel que la empuja uniformemente con hacia un orificio que le da forma .
Extrusión Directa
Se depocita en un recipiente un lingote en bruto que sera comprimido por pistón ,también
conocida como extrusión delantera, es el proceso más común de extrusión. Éste
trabaja colocando la barra en un recipiente fuertemente reforzado. La barra es
empujada a través del troquel por el tornillo o carnero. Hay un dummy block recusable entre el tornillo y la barra para mantenerlos separados . Como observamos el vídeo el elemento tratado es manipulado y tratado de forma uniforme dándole una extracción mas compleja atacando directamente el material en este caso el vulcano

Como observamos el link el elemento tratado es manipulado y tratado de forma uniforme dándole una extracción mas compleja atacando directamente el material en este caso el vulcano que es pasada por una maquina de rebolber y después es yebado a una extrusora que lo emite a un elevador
.
También conocida como extrusión retardada, la
barra y el contenedor se mueven juntos mientras el troquel está estacionario.
El troquel es sostenido en el lugar por un soporte el cual debe ser tan largo
como el contenedor. La longitud máxima de la extrusión está dada por la fuerza
de la columna del soporte.
Una
reducción del 25 a 30% de la fuerza de fricción, permite la extrusión de largas
barras.
Hay
una menor tendencia para la extrusión de resquebrajarse o quebrarse porque no
hay calor formado por la fricción.
El
recubrimiento del contenedor durará más debido al menor uso.
La
barra es usada más uniformemente tal que los defectos de la extrusión y las
zonas periféricas ásperas o granulares son menos probables.

Como pudimos observar el link .El material no es atacado directamente si no que tiene una serie de procesos en lo cual constituye una comprensión paciba por la capa de afuera del metal calentándolo y poder ser mas flexible para cortar en medidas exactas.
No hay comentarios:
Publicar un comentario